
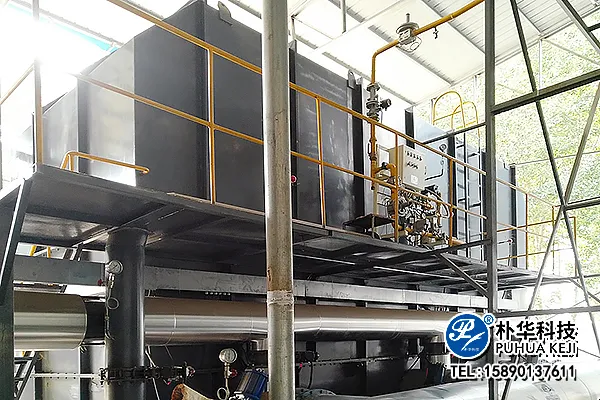
į┌╣żśIŁh▒Żę¬Ū¾╚šęµć└Ė±Ą─Į±╠ņŻ¼RCO┤▀╗»╚╝¤²įOéõęč│╔×ķ╠Ä└Ēō]░ląįėąÖCÅUÜŌĄ─ĻPµI╝╝ągčbéõĪŻ╠╣░ūšfŻ¼Ųõ║╦ą─┐žųŲŽĄĮyĪ¬Ī¬PLC┐╔ŠÄ│╠▀ē▌ŗ┐žųŲŲ„Ż¼ų▒ĮėøQČ©┴╦įOéõĄ─▀\ąąą¦┬╩┼c░▓╚½ĘĆČ©ąįĪŻÓŹų▌śŃ╚A┐Ų╝╝ėąŽ▐╣½╦Šū„×ķ║ė─ŽīŻśIĄ─Łh▒ŻįOéõ╔·«aÅS╝ęŻ¼į┌RCO┤▀╗»╚╝¤²įOéõĪóVOCsų╬└ĒįOéõĄ─įOėŗ║═čą░l╔·«aĘĮ├µĘe└█┴╦žSĖ╗Įø“×ĪŻ▒Š╬─īó╔Ņ╚ļĮŌ╬÷RCOįOéõųąPLC┐žųŲŽĄĮyĄ─ūįäė╗»▀\ąą▀ē▌ŗ┼cł¾Š»╠Ä└ĒÖCųŲĪŻ
RCOąŅ¤ß╩Į┤▀╗»╚╝¤²įOéõ╩Ūę╗ĘNĮY║ŽąŅ¤ß╝╝ąg┼c┤▀╗»č§╗»╝╝ągĄ─Ė▀ą¦ÅUÜŌ╠Ä└Ēčbų├ĪŻŲõ╣żū„įŁ└Ē┐╔Ęų×ķ╚²éĆļAČ╬Ż║ÅUÜŌ╩ūŽ╚▀M╚ļąŅ¤ß╩ęŻ¼═©▀^╠š┤╔ąŅ¤ß¾w╬³╩š¤ß┴┐Ż¼£žČ╚╔²ų┴┤▀╗»Ę┤æ¬╦∙ąĶĄ─Ų³cŻ©═©│Ż×ķ200-400ĪµŻ®Ż╗ŅA¤ß║¾Ą─ÅUÜŌ▀M╚ļ┤▀╗»Ę┤æ¬ģ^Ż¼į┌┤▀╗»ä®ū„ė├Ž┬Ż¼ėąÖC╬’┼cč§ÜŌ░l╔·č§╗»Ę┤æ¬Ż¼╔·│╔Č■č§╗»╠╝║═╦«Ż╗ā¶╗»║¾Ą─Ė▀£žÜŌ¾wīó¤ß┴┐ā”┤µė┌ąŅ¤ß¾wųąŻ¼ė├ė┌ŅA¤ßą┬▀M╚ļĄ─ÅUÜŌŻ¼īŹ¼F─▄┴┐裣h└¹ė├ĪŻ▓╗Ą├▓╗šfŻ¼▀@ĘNįOėŗ╩╣¤ß─▄╗ž╩š┬╩┐╔▀_90%ęį╔ŽŻ¼┤¾Ę∙ĮĄĄ═┴╦▀\ąą─▄║─ĪŻ
RCO┤▀╗»╚╝¤²įOéõĄ─ļŖ┐žŽĄĮy═©│Żė╔PLC┐žųŲŲ„Īó╬─▒Š’@╩ŠŲ„ĪóūāŅlš{╦┘Ų„Īó³c╗Ų„ĪóūŽ═ŌŠĆé„ĖąŲ„Īó¤ßļŖ┼╝Ą╚ĻPµIĮM╝■śŗ│╔ĪŻÓŹų▌śŃ╚A┐Ų╝╝▓╔ė├Ą─PLCŽĄĮyų„ę¬░³└©Ż║
║╦ą─╠Ä└Ēå╬į¬Ż║▓╔ė├Ė▀ąį─▄PLCŻ©╚ń╬„ķTūėS7-200SMARTŽĄ┴ąŻ®Ż¼ł╠ąą▀ē▌ŗ▀\╦ŃĪóĒśą“┐žųŲ┼cöĄīW▀\╦Ń
╚╦ÖCĮ╗╗źĮń├µŻ║┼õų├═■Š]═©Ą╚ŲĘ┼ŲĄ─ė|├■Ų┴Ż¼īŹ¼FģóöĄ’@╩ŠĪóįOČ©┼cįOéõ▒O┐ž
ą┼╠¢Öz£y─ŻēKŻ║░³└©¤ßļŖ┼╝£žČ╚é„ĖąŲ„Īóē║┴”é„ĖąŲ„Īó╗čµÖz£yŲ„Ą╚
ł╠ąą┐žųŲ─ŻēKŻ║┐žųŲ’LÖCĪóķyķTĪó╝ė¤ßŲ„Ą╚ł╠ąąÖCśŗĄ─▀\ąąĀŅæB
░▓╚½▒ŻūoŽĄĮyŻ║┼õéõČÓųžļŖÜŌ▒Żūo┼c▀ē▌ŗ╗źµi╣”─▄
RCOįOéõĄ─PLC┐žųŲŽĄĮy╣żū„▀^│╠Ęų×ķ╚²éĆĀŅæBŻ║ģóöĄįOČ©ĀŅæBĪó╚╝¤²▀\ąąĀŅæB║═╚╝¤²═Żų╣ĀŅæBĪŻ▓╗Ą├▓╗šfŻ¼Ųõ┐žųŲ▀ē▌ŗĄ─įOėŗų▒ĮėĻPŽĄĄĮ╠Ä└Ēą¦╣¹┼c─▄║─╦«ŲĮĪŻ
┤╦ĀŅæB×ķ╚╝¤²╣żū„Ū░ū÷║├öĄō■£╩éõĪŻ▓┘ū„╚╦åT┐╔═©▀^ė|├■Ų┴įOČ©³c╗£žČ╚ĪóūāŅlŲ„ŲäėŅl┬╩Īó£žČ╚┐žųŲģóöĄĄ╚ĪŻŽĄĮyĢ■Ė∙ō■ÅUÜŌ╠žąįįOČ©║Ž▀mĄ─╚╝┐š▒╚Ż©ę╗░Ń▒Ż│ųį┌4%-11%ų«ķgŻ®Ż¼ęį┤_▒Ż┤▀╗»╚╝¤²ą¦╣¹ĪŻ
«ö┐žųŲŽĄĮyĮė╩šĄĮåóäė├³┴Ņ║¾Ż¼▒Ń▀M╚ļ╚╝¤²▀\ąąĀŅæBŻ¼Ųõ▀ē▌ŗ┴„│╠░³└©Ż║
ŽĄĮyūįÖz┼cŪ░┤ĄÆ▀Ż║ūāŅlŲ„┐žųŲ’LÖCÅ─Ą═╦┘Øuūā×ķĖ▀╦┘į┘ĮĄ╦┘Ż¼ą┬§r┐šÜŌ┤ĄÆ▀╚╝¤²Āt▒PŻ¼┤_▒Ż¤oÜł┴¶╚╝ÜŌ
³c╗▀^│╠Ż║░l│÷³c╗ą┼╠¢Ż¼Ė▀ē║³c╗Ų„╣żū„Ż¼═¼Ģr┤“ķ_³c╗╣▄Ą└ķyķTŻ¼ąĪ╗³c╚╝
╚╝¤²š{╣ØŻ║═©▀^ūŽ═ŌŠĆé„ĖąŲ„Öz£yąĪ╗³c╚╝║¾Ż¼┤“ķ_ų„╚╝ÜŌķyķTŻ¼▀M╚ļ┤▀╗»╚╝¤²ļAČ╬
£žČ╚┐žųŲŻ║PLC═©▀^PID▀\╦Ń┐žųŲūāŅlŲ„▌ö│÷Ņl┬╩Ż¼š{╣Ø’L┴┐ęįĘĆČ©╚╝¤²Ų„£žČ╚
ī”ė┌š¹║Ž╗Ņąį╠┐╬³ĖĮĄ─RCOŽĄĮyŻ¼PLC▀Ć┐žųŲų°╬³ĖĮ┤▓Ą─ŪąōQ┼c├ōĖĮį┘╔·▀^│╠Ż║
| ┐žųŲļAČ╬ | ┐žųŲäėū„ | £žČ╚ę¬Ū¾ |
|---|---|---|
| ╬³ĖĮļAČ╬ | ┐žųŲÜŌäėķyķTę²ī¦ÅUÜŌ═©▀^╗Ņąį╠┐┤▓Ż¼īŹĢr▒O£y╬³ĖĮ’¢║═Č╚ | │Ż£ž |
| ├ōĖĮļAČ╬ | ’¢║═║¾ŪąōQķyķTŻ¼└¹ė├┤▀╗»╚╝¤²¤ß┴┐▀Mąą├ōĖĮ | 90ĪµęįŽ┬ |
| └õģsļAČ╬ | ├ōĖĮ═Ļ│╔║¾åóäė└õģs│╠ą“Ż¼×ķŽ┬┤╬╬³ĖĮū÷£╩éõ | ĮĄ£žų┴░▓╚½£žČ╚ |
šfĄĮ▀@└’Ż¼▓╗Ą├▓╗╠ߥĮÓŹų▌śŃ╚A┐Ų╝╝įOėŗĄ─RCOŽĄĮy▓╔ė├ā╔éĆ╬³ĖĮ┤▓Į╗╠µ╩╣ė├Ż¼īŹ¼F┴╦▀B└m╣żū„─▄┴”Ż¼┤¾Ę∙╠ßĖ▀┴╦╠Ä└Ēą¦┬╩ĪŻ

ę╗╠ū═Ļ╔ŲĄ─ł¾Š»╠Ä└ĒŽĄĮy╩Ū▒ŻšŽRCOįOéõ░▓╚½▀\ąąĄ─ĻPµIĪŻÓŹų▌śŃ╚A┐Ų╝╝╔·«aĄ─RCO┤▀╗»╚╝¤²įOéõ┼õéõ┴╦ČÓīė┤╬╣╩šŽį\öÓ┼c▒ŻūoÖCųŲĪŻ
£žČ╚«É│Żł¾Š»Ż║«öč§╗»╩ę£žČ╚│¼▀^╔ŽŽ▐įOČ©ųĄŻ¼ŽĄĮyūįäėł¾Š»▓ó═Żų╣ļŖ╝ė¤ßŻ╗Ą═ė┌Ž┬Ž▐£žČ╚ätåóäėļŖ╝ė¤ßčaāö¤ß┴┐
ē║┴”«É│Żł¾Š»Ż║č§╗»╩ęā╚ē║┴”│÷¼F«É│ŻĢrŻ¼ŽĄĮyĢ■ūįäėł¾Š»▓ó▓╔╚ĪŽÓæ¬┤ļ╩®
┤▀╗»ä®╩¦ą¦Öz£yŻ║═©▀^£žČ╚ūā╗»Ū·ŠĆ┼ąöÓ┤▀╗»ä®╗ŅąįĀŅæB
▌ö╚ļ▌ö│÷╣╩šŽŻ║Öz▓ķ¼Fł÷ĮėŠĆĪóé„ĖąŲ„╝░ł╠ąąŲ„ĀŅæB
Ė▀╝ēĄ─PLC┐žųŲŽĄĮy▀ĆŠ▀éõ╣╩šŽį\öÓ┼c╚▌Õe╠Ä└Ē─▄┴”ĪŻ╗∙ė┌╠▌ą╬łD▄ø╝■įOėŗŻ¼ŽĄĮy─▄ē“└¹ė├ą┼╠¢▌ö│÷─ŻēKŲ┴▒╬╣╩šŽ³cŻ¼īŹ¼F╣╩šŽÖz£y┼c╚▌Õe╠Ä└Ē╣”─▄Ż¼╩╣ŽĄĮy─▄ē“Ħ╣╩šŽ▀\ąąĪŻ└²╚ńŻ║
Č©Ų┌ūįäėÖz£yŲĮīėą┼╠¢Ż¼īŹ¼F╣╩šŽįńŲ┌ł¾Š»
ī”ķgą¬ąį╣╩šŽ▀Mąą┤╬öĄ└█ėŗŻ¼│¼▀^ķōųĄ║¾▐D×ķė└Š├╣╩šŽł¾Š»
═©▀^▀ē▌ŗŠÄ│╠īŹ¼Fī”╠žČ©╣╩šŽĄ─ūįäėŲ┴▒╬┼cčaāö▀\ąą
«ö░l╔·ć└ųž╣╩šŽĢrŻ¼PLCŽĄĮyĢ■åóäėæ¬╝▒╠Ä└Ē│╠ą“Ż║┴ó╝┤ĻPķ]ų„╚╝ÜŌķyŻ¼▀Mąą║¾┤ĄÆ▀Ż¼“ī╔óÜłėÓ╚╝ÜŌŻ¼▓óī”╚╝¤²▒PÅŖųŲ’L└õĮĄ£žĪŻ┤²ę╗Č╬Ģrķg║¾Ż¼ĻPķ]’LÖCŻ¼ūāŅlŲ„═Żų╣╣żū„Ż¼═Ļ│╔░▓╚½═ŻÖC▀^│╠ĪŻ▓╗Ą├▓╗šfŻ¼▀@ĘNįOėŗ│õĘų┐╝æ]ĄĮ┴╦╣żśI░▓╚½Ą─ę¬Ū¾ĪŻ

ÓŹų▌śŃ╚A┐Ų╝╝ėąŽ▐╣½╦Šū„×ķ║ė─ŽīŻśIĄ─Łh▒ŻįOéõ╔·«aÅS╝ęŻ¼ŲõRCO┤▀╗»╚╝¤²įOéõį┌PLC┐žųŲŽĄĮyĘĮ├µŠ▀ėąČÓĒŚ╝╝ągā×ä▌Ż║
ųŪ─▄ūāŅl┐žųŲŻ║├ōĖĮ’LÖC▓╔ė├ūāŅl┐žųŲŻ¼’LÖCĄ─Ņl┬╩┼cīŹļH╠Ä└Ē’L┴┐║═╔·«aŠĆĄ─╩╣ė├ĀŅørą┼╠¢▀BµiŻ¼▒ŻūCÅUÜŌ╠Ä└Ē┴┐┼cīŹļH┼┼Ę┼’L┴┐╬Ū║Ž
ČÓųž░▓╚½Ę└ūoŻ║ŽĄĮyųąįOų├ČÓéĆ£žČ╚┐žųŲ³cŻ¼┤_▒ŻįOéõ░▓╚½▀\ąąŻ¼╚ń▀M╚ļ╬³ĖĮå╬į¬Ą─├ōĖĮÜŌ£žČ╚įOČ©╔ŽŽ▐×ķ90ĪµŻ¼│¼▀^╝┤ė|░l┬Ģ╣Ōł¾Š»▓óūįäė▓╔╚ĪĮĄ£ž┤ļ╩®
▀h│╠▒O┐ž─▄┴”Ż║ŽĄĮyįOėąūįäė▒OęĢėøõøūx╚ĪŽĄĮyŻ¼┐╔═©▀^ļŖ─X╝░▀BĮėŠĆļSĢr½@╚ĪįOéõ▀\ąąöĄō■Ż¼░³└©ĢrķgĪó├ōĖĮ£žČ╚Īó╚╝¤²£žČ╚Ą╚Üv╩Ęėøõø
─▄║─ā×╗»Ż║▓╔ė├¤ß’LÅ═╩Į裣hąŅ¤ßŽĄĮyŻ¼¤ßą¦┬╩Ė▀Ż¼─▄┴┐ōp╩¦╔┘Ż¼īŹ¼F┴╦├ōĖĮ╬³¤ß┼c╚╝¤²Ę┼¤ßĄ─¤ßŲĮ║ŌŻ¼╚╝¤²▀^│╠╗∙▒Š▓╗Ž¹║─═Ō╝ėļŖ─▄
RCO┤▀╗»╚╝¤²įOéõĄ─PLC┐žųŲ▀ē▌ŗ╩Ūę╗éĆÅ═ļsČ°Š½├ŅĄ─ŽĄĮyŻ¼╦³┤_▒Ż┴╦įOéõį┌Ė▀ą¦╠Ä└ĒėąÖCÅUÜŌĄ─═¼ĢrŻ¼▒Ż│ų░▓╚½ĘĆČ©Ą─▀\ąąĀŅæBĪŻšfĄĮ▀@└’Ż¼╬ęéāąĶ꬚JūRĄĮŻ¼ā׹ѥ─┐žųŲŽĄĮy▓╗āHąĶę¬Ė▀┘|┴┐Ą─ė▓╝■ĮM╝■Ż¼Ė³ąĶę¬╔Ņ╚ļ└ĒĮŌ╣ż╦ćąĶŪ¾┼c░▓╚½ę¬Ū¾Ą─▄ø╝■įOėŗĪŻÓŹų▌śŃ╚A┐Ų╝╝ėąŽ▐╣½╦Šæ{ĮĶŲõį┌Łh▒ŻįOéõŅIė“Ą─╝╝ągĘe└█Ż¼╔·«aĄ─RCO┤▀╗»╚╝¤²įOéõĪóVOCsų╬└ĒįOéõĄ╚«aŲĘŻ¼▓╔ė├┴╦Ž╚▀MĄ─PLC┐žųŲ▓▀┬įŻ¼īŹ¼F┴╦ūįäė╗»▀\ąą┼cųŪ─▄ł¾Š»╠Ä└ĒĄ─═Ļ├└ĮY║ŽŻ¼×ķ╣żśIŲ¾śI╠ß╣®┴╦╝╚Ę¹║ŽŁh▒Żę¬Ū¾ėųĮøØ·Ė▀ą¦Ą─ÅUÜŌų╬└ĒĮŌøQĘĮ░ĖĪŻ



║ė─ŽÓŹų▌ć°╝ęĖ▀ą┬╝╝ąg«aśIķ_░lģ^
Ę■䚤ߊƯ║158-9013-7611
Ó]ŽõŻ║ zzphkj@163.com
 ČČę¶ė^┐┤¼Fł÷░Ė└²
ČČę¶ė^┐┤¼Fł÷░Ė└²
 Æ▀┤a┬ōŽĄ╬óą┼┐═Ę■
Æ▀┤a┬ōŽĄ╬óą┼┐═Ę■
© ░µÖÓ╦∙ėąŻ║ÓŹų▌śŃ╚A┐Ų╝╝ėąŽ▐╣½╦Šéõ░Ė╠¢Ż║įźICPéõ09041880╠¢-2 ĀIśIł╠ššŻ║ ÓŹų▌śŃ╚A┐Ų╝╝ėąŽ▐╣½╦Š ŠWšŠĄžłD


