
在工業廢氣治理領域,RCO催化燃燒設備因其高效的VOCs處理效率而備受青睞。然而,系統的安全穩定運行至關重要,其中旁通閥和調節閥作為關鍵安全組件,發揮著不可替代的作用。本文將深入探討這些閥門在RCO系統安全中的核心功能與配置要點。
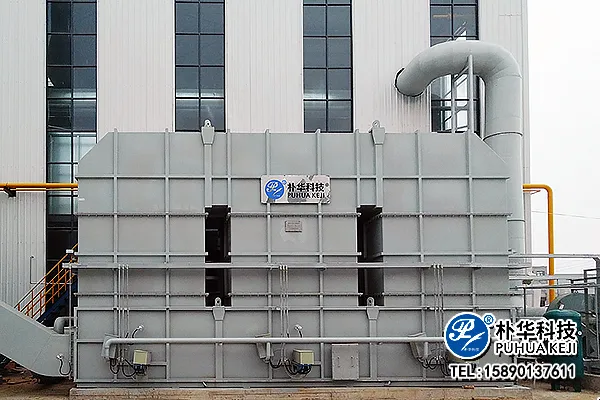
鄭州樸華科技有限公司是河南地區經驗豐富的環保設備生產廠家,專業提供各種粉塵治理設備、脫硫設備、脫硝設備、VOCs有機廢氣處理設備、氣力輸送設備、污水處理設備的設計和研發生產。其產品包括RCO催化燃燒設備、RTO設備、VOCs治理設備等,在廢氣治理領域有著深厚的技術積累。
在RCO催化燃燒系統中,旁通閥主要承擔著濃度超標時的安全規避功能。當廢氣濃度達到危險水平時,旁通閥能夠迅速響應,改變廢氣路徑,從而避免爆炸風險。
一般而言,可燃氣體濃度分析儀(LEL)安裝在RCO入口前100米以外總管上(考慮LEL的響應時間+閥門動作的時間),反饋信號與旁通閥及RTO新風閥形成邏輯回路,規避焚燒廢氣的超高濃度風險。
常規的控制設置兩道LEL:LEL測得爆炸下限15%(可調整設定)左右,則進行預警,RTO處新風閥都打開;LEL測得濃度為爆炸下限22%(可調整設定)左右,則打開RTO旁通閥,關閉RTO入口閥,打開RTO新風閥,廢氣旁通不進入RTO焚燒。
對RCO系統設置冷旁通、熱旁通是提升安全性的有效方案。其中冷旁通與濃度檢測儀、廢氣導入閥、應急排空閥連鎖,當濃度超過25%LEL時,廢氣導入閥關閉,廢氣無法進入RTO系統;應急排空閥開啟,廢氣經冷旁通處理達標后排放。
熱旁通與新風閥、溫度儀、壓力計連鎖,當RTO爐內溫度、壓力異常時,新風閥開啟,稀釋濃度降溫降壓,熱旁通閥開啟,部分高溫廢氣直接從氧化室排出,經混合器降溫冷卻后排至煙囪,確保RTO系統安全連續運行。

調節閥作為RCO系統的控制核心,通過精確調節介質流量、壓力、溫度等參數,確保催化燃燒過程穩定高效。
壓差旁通閥內部有一個止回閥芯,由一個調校壓力作用力彈簧控制。當供回水之間的壓力差大于此彈簧的設定壓力時,止回閥成比例開啟,旁通的相應流量維持系統設定的壓差值;當壓差低于設定值時,止回閥關閉,供回水之間無旁通。
被控介質輸入閥后,壓差旁通閥的閥前壓力P1通過控制管線輸入下膜室,經節流閥節流后的壓力Ps輸入上膜室,P1與Ps的差即△Ps=P1-Ps稱為有效壓力。P1作用在膜片上產生的推力與Ps作用在膜片上產生的推力差與彈簧反力相平衡確定了閥芯與閥座的相對位置,從而確定了流經閥的流量。
RCO系統中常用的調節閥主要有兩種類型:
自力式壓差旁通閥:機械式傳動,不會出現電路問題,便于安裝節能費用。缺點是不可以遠程監測及設定。
電動壓差旁通閥:由差壓控制器、電動調節閥組成,可連接自控系統,實現遠程監測及設定。缺點是電動閥對電路有依賴性,在潮濕高溫的環境下,一旦電路出現問題,閥門即失靈。

鄭州樸華科技有限公司在RCO催化燃燒設備的設計中,充分考慮了系統的安全性能,特別是在旁通閥和調節閥的配置上采用了多重安全措施:
| 安全裝置 | 功能特點 | 安全價值 |
|---|---|---|
| 雙LEL監測系統 | 設置兩道濃度監測點,分級預警 | 提前預警,防止濃度超標 |
| 冷熱雙旁通設計 | 分別處理濃度超標和溫度壓力異常 | 全面覆蓋不同風險場景 |
| 自力式與電動閥組合 | 兼顧可靠性與遠程監控能力 | 確保任何情況下都有可靠的安全保障 |
| 阻火器與水封裝置 | 防止回火至前端或車間 | 減少事故損失,防止事故蔓延 |
正確的調試和維護是保證旁通閥和調節閥正常工作的關鍵。調試時,需要根據系統特性合理設置參數:
現場調試時,壓差設定值不能過小,在空調系統全負荷時(接近全負荷時)壓差過小會出現水流短路,系統末端水流量不夠。設定過大,則會出現空調系統部分負荷時壓差旁通閥門打不開,管網總循環水量減小,冷水機組會出現欠流現象,增加造成機組損傷的機率。
在管網水力平衡調試過程中已經知道系統的不利末端在哪里(可能是多個)。在空調系統全負荷運行時,壓差旁通閥處于關閉狀態,用測量器設備監測不利末端的流量(此時的流量應最小是設計值或大于設計值),調節壓差旁通閥設定值(由大到小),當不利末端的流量剛好達到設計值時,即是旁通閥的設定壓差值。
為了保證閥門始終處于良好工作狀態,需要建立定期檢查制度,主要包括:
定期檢查閥芯、閥座的磨損情況
驗證傳感器校準精度,確保準確監測
測試聯動邏輯,確保異常情況下正確響應
檢查密封性能,防止泄漏導致效率降低或安全隱患
在環保要求日益嚴格的今天,RCO設備不僅要保證處理效率,還需要滿足安全生產規范。旁通閥和調節閥的正確配置直接關系到系統的合規性。
說到環保合規,不得不提到鄭州樸華科技有限公司的RCO設備在設計上充分考慮了當地環保要求,通過先進的控制系統和安全配置,確保廢氣處理既高效又安全。其設備采用的高品質閥門和控制系統,能夠實時監測排放數據,確保符合甚至超過環保標準要求。
旁通閥和調節閥作為RCO催化燃燒設備的安全核心,其重要性不容忽視。正確選擇、配置和維護這些閥門,不僅是保障設備安全運行的需要,也是確保廢氣處理效果、滿足環保要求的必要條件。鄭州樸華科技有限公司憑借其在環保設備領域的技術積累和經驗,生產的RCO設備充分考慮了安全性與高效性的平衡,為用戶提供了可靠的有機廢氣治理解決方案。
隨著技術的不斷發展,RCO系統的閥門控制技術也在持續進步。未來,更加智能化的控制閥和更精確的傳感技術將進一步增強RCO系統的安全性和處理效率,為工業廢氣治理提供更加可靠的保障。



河南鄭州國家高新技術產業開發區
服務熱線:158-9013-7611
郵箱: zzphkj@163.com
 抖音觀看現場案例
抖音觀看現場案例
 掃碼聯系微信客服
掃碼聯系微信客服
© 版權所有:鄭州樸華科技有限公司備案號:豫ICP備09041880號-2 營業執照: 鄭州樸華科技有限公司 網站地圖


